广告 --- 技术支持请联系 手机/微信:18025212569 --- 广告
发那科PMC轴控制的基本操作步骤为:
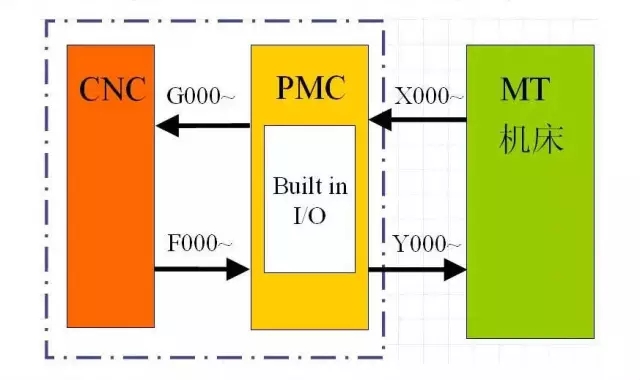
1、在参数 8010中,指定 DI/DO信号组(A、B、C或D)与控制轴的对应关系。
2、设定被控制轴的选择信号 EAXn (G136)为1,使PMC 直按轴控有效。
3、确定操作类型。设定轴控制命令信号(EC0g -EC6g)指令操作形式、轴控制进给速度信号(EIF0g - EIF15g) 指令进给速度,以及轴控制数据信号(EID0g ~ EID31g) 指令运劲距离和其他数据。这些信号和程序段停止禁止信号 EMSBKg一起,决定一个完整的动作相当于在 CNC 控制的自动运行期间执行一个程序段。这些信号可统称为轴控制程序段数据信号。
4、当一个完整动作(1 个程序段)的数据确定后,翻转轴控制命令阅读信号EBUFg 的逻辑状态,即从0到1,或相反。为此轴控制命令阅读完成信号EBSYg必须与轴控制命令阅读信号 EBUrg 的逻辑状态相同。
5、重复步骤3和4直到全部程序段发完。当最后的程序段己经发出时使控制轴选择信号 EAXn 为0。然而,在设置这些信号为0以前要检查 CNC 存储在输人等待和执行缓冲区中的程序段已经全部被执行;当一个程序段正在被执行时,若设置这个信号为或在缓冲区中仍有指令段,则将导致P/S 报警。这个报警会延缓当前程序段的执行并使储存在输人和等待缓冲区中的程序段无效。为确保没有程序段正在被执行,或在输人、等待缓冲区内没有保留程序段,控制轴选择状态信号 *EAXSL 应设置为对于一直是由PMC控制的轴,如控制刀架、交换工作合和 ATC 的轴,应确保EAXn 信号总是设为1。在从PMC 到 CNC 发出命令以后,不必设这些信号为0。当全部命令程序段已经执行时(没有要执行的剩余程序段),CNC 将自动停止执行。
6、当控制轴选择信号 EAXn 从1变为0时,控制返回 CNC。
- 我的微信
- 这是我的微信扫一扫
-

- 另一个微信号
- 另一个微信号扫一扫
-
广告 --- 技术支持请联系 手机/微信:18025212569 --- 广告

评论