前言 本文作者:北京发那科机电有限公司 上海分公司 技术支持-张帅帅
应用背景
在一些立式加工中心的 Z 轴或斜床身车削中心的重力轴上,由于没有配重,当按下急停按钮、发生伺服报警或者总电源被切断时,经常会出现重力轴下落的状况。在实际加工时重力轴下落可能导致刀具或加工工件受到损坏。为了防止这一现象的发生,可以使用下述的功能。
制动控制功能
1.概述
制动控制功能,是在发生伺服报警时或者急停时,为了防止重力轴落下的现象,不是立即切断电机的励磁,而是在机械制动动作之前,以参数中所设定的时间继续励磁电机。
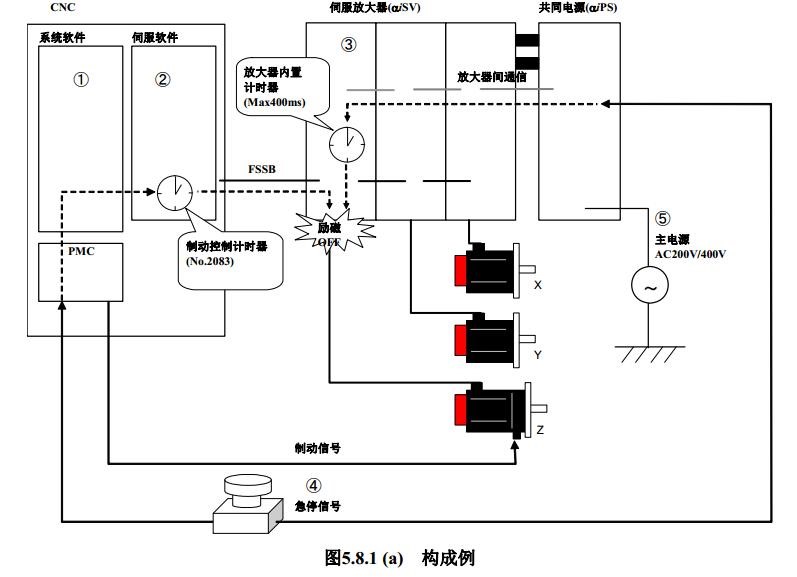
2.硬件构成
下面对各编号部位说明:
重力轴提升
1.关于可以使用此功能的系统软件
全都可以使用。
2.关于可以使用的此功能伺服软件
全都可以使用。
3.关于伺服放大器
αiSV-B、 βiSVSP-B,无论是 2 轴放大器还是 3 轴放大器,都可针对每一个轴设定制动控制功能。
αiSV-B、βiSVSP-B以外的情况下,在2轴放大器、3轴放大器上使用制动控制功能时,由于无法针对每一个轴设定制动控制功能,建议使用 1 轴伺服放大器。
使用制动控制功能的轴,务须将伺服放大器设为 1 轴放大器(SVM1)。见(注释)不使用制动控制功能的轴,没有上述限制。
4.关于急停信号
αi 系列上,将针对急停信号的计时器内置于 SVM 中。电机的励磁通过制动控制得以迟
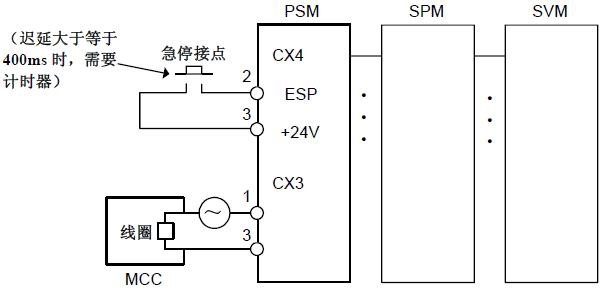
延时,使用此计时器,在 SVM 中迟延急停信号进入工作状态之前的时间。由 SVM 迟延的迟延时间为 50ms~400ms。制动控制使电机励磁迟延大于等于 400ms 时,跟过去一样地将计时器插入急停信号和+24V 接点信号,使输入到 PSM 的急停信号迟延。(有关 SVM 的计时器设定,请参阅(3)参数设定方法。)
重力轴提升
5.关于 AC200V/400V
供应给伺服放大器的 AC200V/400V 被切断时,制动控制功能不起作用。停电时,为使制动控制功能有效工作,请使用“停电时机床保护功能”。
3.参数设置
a.制动控制功能位:No.2005#6=1(将制动控制功能设定为有效);
b.励磁的延迟时间:No.2083=400(制动控制计时器,单位:ms);
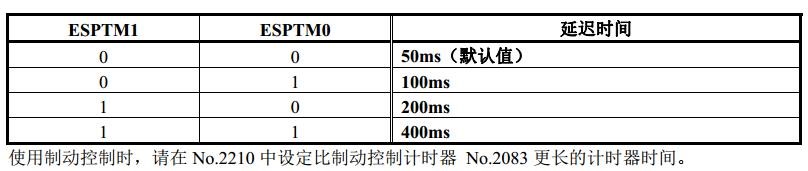
c.iSV 内置的急停计时器的设定:No.2210#5#6,设定在iPS 中输入急停信号后,直到伺服放大器(iSV)上急停实际动作为止的计时器;
重力轴提升
急停时重力轴提升功能
1.概述
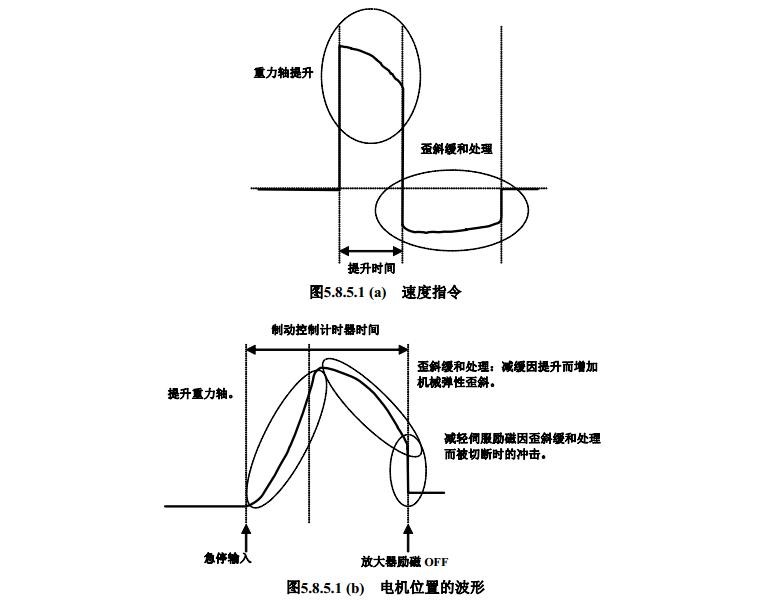
本功能是相对于立式加工中心的重力轴(Z 轴),在急停时或停电时提升轴并使其停止的一种功能(有关防止停电时重力轴落下,请参阅 SERVO AMPLIFIER DESCRIPTIONS(伺服放大器规格说明书)中的“POWER FAILURE DETECTIONFUNCTION”(停电检测功能))。
2.软件版本的一些要求
参见《B-65270_09 伺服电机参数说明书》。
3.参数设置
No.2204#7=1:将急停时停止距离缩短功能类型 2 设置为有效;
No.2373:急停时的提升量,值越大,提升量越大;设定单位:检测单位
设定范围:-32767-32767
设定标准:500(1u 检测单位)
No.2374:急停时起计测的提升时间;
设定单位:ms
设定范围:-32767-32767
设定标准:16-24ms
歪斜缓和处理,之前没做过图形上的采集,后续补上。
重力轴提升
客户应用案例
某客户 855 机型 Z 轴急停掉落问题处理
通过 SV Guide 采集 Z 轴在自由掉落和使用了制动控制功能、重力轴提升后的曲线。
1.自由掉落
在自由掉落时,掉落量达到了 0.91mm;
2. 开启制动控制功能
参数 No.2005#6=1,No.2083=300,No.2210#5#6=11,掉落量控制到了 0.013mm;
3. 使用重力轴提升功能 1
设置提升量和时间,No.2373=30,No.2374=16,依旧掉落了 0.001mm;
4. 使用重力轴提升功能 2
设置重力轴提升量和时间,No.2373=30,No.2374=32,提升到了 0.007mm;
断电提升
加工中断电提升,可以防止在加工过程中的突然断电导致重力轴下落,损坏刀具和工件。
常用的处理方式有 3 种:
1.不需要额外费用,使用放大器内部断电检测电路,可以保持断电时重力轴不下落。
2.费用 5000 左右,加FANUC停电防护模块,可以提升 2-3mm。
3.费用 1.5 万左右,加 UPS 电源,提升量随电池大小决定。
